在医药包装领域,吸塑包装盒扮演着至关重要的角色,是包装材料栏目中不可或缺的核心品类。它不仅是药品的“外衣”,更是保障药品从生产线到患者手中全流程安全、有效、合规的第一道防线。
一、 定义与核心特点
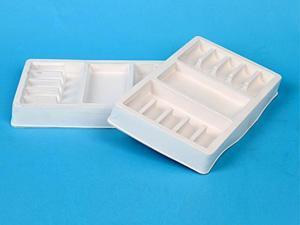
医药吸塑包装盒,通常指通过吸塑工艺,将硬质片材(如PVC、PET、PP、铝箔等)加热软化后,吸附于模具表面,冷却成型后制成的具有特定凹槽的塑料托盘,再与覆盖材料(如铝箔、纸板)热合密封而成。其核心特点在于:
- 精准定位与保护:能牢固固定药片、胶囊等各形态药品,防止运输中的震动、碰撞造成的破损。
- 高阻隔性:能有效隔绝氧气、水蒸气、光线等外界因素,确保药品的化学稳定性和有效期。
- 使用便捷与安全:采用泡罩式单元剂量包装,取用方便,且具备儿童安全锁等设计,防止误食。
- 信息清晰:表面便于印刷药品名称、剂量、批号、有效期及使用说明等关键信息。
二、 材料选择与技术创新
作为关键的包装材料,其材质直接关系到药品安全。
传统与主流:聚氯乙烯(PVC)因其良好的成型性和低成本曾广泛应用,但环保和氯乙烯单体迁移问题使其应用受限。
升级与环保:聚丙烯(PP)、聚酯(PET)等材料因其更优的阻隔性、耐热性及环境友好性,正逐渐成为主流选择,尤其是对湿敏性药品。
* 高端与特种:铝塑复合泡罩(冷冲压成型铝)提供极佳的阻隔性能,常用于对氧气、水汽极度敏感的贵重药品、生物制剂等。
技术创新也聚焦于智能包装,如集成温度时间指示器、RFID标签等,实现药品流通的可追溯与状态监控。
三、 在药品全生命周期中的核心价值
1. 生产端:实现自动化高速灌装与密封,提升生产效率,符合GMP(药品生产质量管理规范)要求。
2. 流通端:轻便、坚固的结构降低了物流成本与破损风险;清晰的标识便于仓储管理与扫码追溯。
3. 消费端(患者):单元剂量包装确保用药剂量准确,提高依从性;防儿童开启设计提升家庭用药安全;易撕开设计方便老年患者使用。
4. 法规与合规:必须严格遵循各国药典及药品包装材料相关法规(如中国YBB标准、美国USP、欧盟EP),进行严格的生物相容性、迁移物、阻隔性能等测试,确保其不会与药品发生相互作用,保障患者安全。
四、 行业趋势与未来展望
随着医药行业的发展,对吸塑包装盒的要求日益提高:
- 绿色可持续:开发可降解、易回收的单材料结构(如全PP结构)是重要方向,以响应全球环保倡议。
- 个性化与智能化:针对慢性病、临床试验用药的小批量、个性化包装需求增长;结合物联网技术的智能包装将更普及。
- 更高安全性:防伪技术(如全息图、特种油墨)与防误用设计将进一步强化。
****
在“包装材料”这一广阔栏目中,医药吸塑包装盒远非简单的容器。它是融合了材料科学、生产工艺、法规药学与人性化设计的精密产品,是药品不可或缺的“安全卫士”。随着技术进步与法规完善,它将继续朝着更安全、更智能、更环保的方向演进,为全球公众健康提供坚实可靠的包装保障。